Thanks to its technical expertise, IPC can help you develop and scale up the production of composite products for all types of industrial and high-performance applications.

From aeronautics to automotive, naval, defence, renewable energy, sports and leisure… the range of applications for composite materials continues to expand. These materials’ exceptional properties, combined with our expertise in their applications, means we can meet your specific needs.
IPC offers engineering services from the very earliest design stages up to the industrialisation of parts or products. Our team of experts in thermoplastic and thermosetting composite materials is entirely devoted to supporting you. Our approach is to create technical synergies with your company by facilitating communication and sharing experience.
This process is a combination of hot stamping, which involves stamping a composite preform that has been heated in an infrared oven to soften it, and plastic injection, which uses an injection screw to fill the mould containing the preform with molten plastic.
The combination of these two processes produces net-shape parts with good mechanical properties, thanks to the composite preform and the integration of functions such as overmoulded stiffeners or inserts.
Equipment
This process consists in stamping a composite preform (pre-impregnated tissue that has previously been heated in an infrared oven) in a tool.
Equipment
A pre-preg is the combination of a matrix (or resin), a stiffener and an insert in the form of unidirectional or woven fibres. This pre-preg is ready to use in production.
The main steps of the process are:
Equipment
Resin Transfer Moulding (RTM) is a closed-mould process for manufacturing high-performance composites in medium volumes (1,000 to 10,000 units). Moulds are generally metal tools into which a dry fibre preform is inserted. The mould is then closed before the resin is injected into the cavity. The mould will often be heated to help cure the resin. Once the resin has hardened, the tool can be opened, and the part removed.
Equipment
Pultrusion consists in drawing in reinforcements (fibres, fabrics, etc.) and impregnating the whole with a thermoplastic matrix in a heated die. This process makes it possible to manufacture products with a constant cross-section. This technology can be divided into two groups: “non-reactive” thermoplastic pultrusion and “reactive” pultrusion.
Equipment
This process involves loading a press with the thermoplastic composite and subjecting it to a thermal cycle of heating compression and cooling.
An SMC (Sheet Moulding Compound) is a mixture of thermoset resin (polyester or epoxy), cut fibres (glass or carbon), catalysts and other additives.
It is made through a continuous production process that consists in projecting the cut fibres into the additivated resin and preparing SMC sheets protected by a waterproof film. These sheets are processed by hot compression in a mould and counter-mould in a press.
Equipment
This is a manual process carried out in a closed mould using a membrane. The reinforcements, which come in a variety of forms (mats, fabric, foam, etc.), are draped over the moulded part in a dry process. The reactive system (catalysed resin or resin/hardener mixture) is drawn through the reinforcements using a distribution network and one or more suction points.
A vacuum (approximately – 0.5 bar) is used to distribute and impregnate the resin throughout the part and the reinforcements.
Equipment
This is the simplest production method. It is a manual process used to produce parts at room temperature in a zero-pressure atmosphere. The reinforcements are successively placed in the mould, impregnated with liquid resin and shaped. Once the resin has hardened, the part is removed from the mould and trimmed.
Procedure:
Equipment

Do you have a metallic product? Do you want to make it lighter? Composite materials can probably meet your needs while guaranteeing the same properties and significantly reducing the weight of your products. IPC can help you throughout the process of developing composite parts.
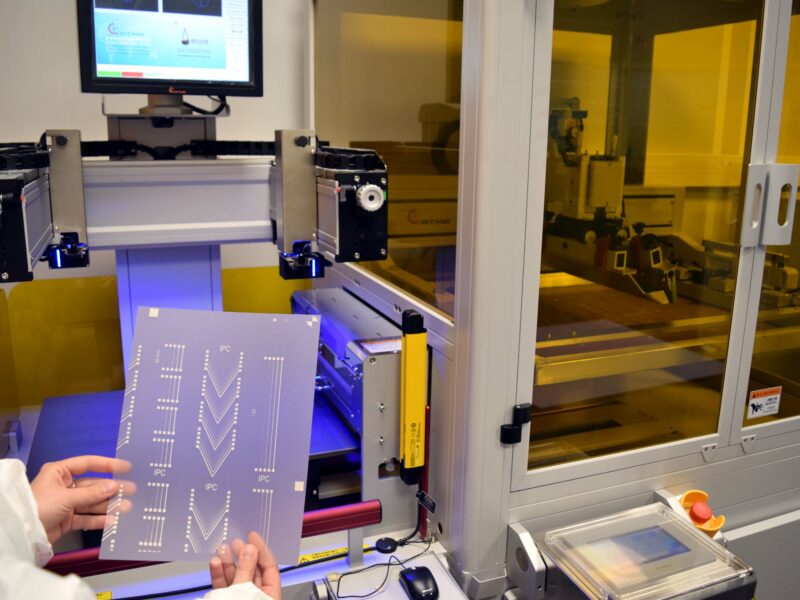
Do you develop assembled composite parts with added functions? IPC can help you directly integrate these functions and increase the added value of your parts. Whether it be mechanical functions (added ribs, local reinforcement, overmoulding, etc.) or electronic functions (SHM sensors, RFID, temperature, etc.), IPC has the expertise and equipment to help you in your projects.
Smart polymer-based composite parts
The Pilot line can be used to :
• Develop large smart composite parts
• Perform in-line control of the process parameters, including viscosity
• Perform in-mold control of the curing stage and pressure.

Are you trying to develop or build a composite tool? IPC has extensive expertise in the topological optimisation of cooling channels, design, and the production of tools. Our teams can provide consulting or complete development services to help you develop a high-performance, perfectly optimised tool.

Do you want to increase the speed of your production line? Do you want to use recyclable materials? Do you want to reuse production rejects? What if your thermoset parts could be made with thermoplastics? IPC can help you redesign your products, from the selection of the material to the transfer of production to your own production site.
Driven by growing demand from manufacturers, CETIM, IFTH and IPC – three French research centres working in the field of composites – have joined forces to effectively help companies striving to be part of a circular economy.
This guide is an exhaustive review of composite recycling in France in 2022. It includes qualitative and quantitative mapping of material flows and waste sources in the French composites industry, a review of the state of the art in low-environmental-impact composite solutions, and the current possibilities for recycling composite waste.





